Home
Web account login (for members that started or renewed via the website only)
News
Rallies and Events
2026 National Rally Registration
National Rally 2026 – provisional programme
2026 Rally Awards
Members Area
REOC Trademarks
Membership Pack
Enfield Explorers Challenge
Enfield Explorers Points of Interest Map
Enfield Explorers 2026 Points of Interest list
Enfield Explorers – Leaderboard
Enfield Explorers 2026 – POI Gallery
Club Events
Rallies and Events
2026 REOC AGM and camping weekend – Registration
2025 International Rally – Wales, UK – August 15th/16th/17th
2025 International Rally Photos
2025 International Rally – mass bike display
Club Event Rules
Trophies
Club Meetings
Club Services
Machine Dating
Registration Recovery
Machine Specialists
Club Merchandise
Member Adverts
For Sale
Wanted
Royal Enfield Archive
16. Chief Designer Documents Collection
16.1 The Reg Thomas Photo Collection
16.6 Int. memos & Corresp. with dealers
16.9 Report of USA Visit by Reg Thomas 1969
16.11 Dealer Notifications, Bulletins
16.13 Large Rolled Drawings
16.14 – RE Employment, social and internal notices etc
16.15 – Reg Thomas design notebooks
16.16 Posters
16.18 R.T. Performance Curves
22.1 – Small Drawings, Experimental badges, Con Rods, etc
25d – Service Bulletins and Notices
Photos
Historic Documents
Sales Brochures 1902 to 1970
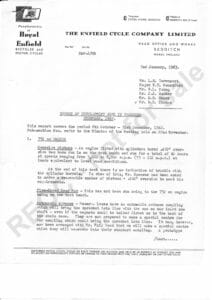
Motorcycle development meeting minutes
Bicycles
Cars
Lawn Mowers
Club Newsletters
BMF Notices
Further reading & reference material
Links
THE GUN Library
MAG Newsletter
Membership/Branches
Membership & Benefits
UK Resident Membership – new account
Yearly renewal – UK Resident
Yearly renewal – Non-UK Resident with printed magazine
Non-UK Membership – new account with emailed pdf magazine
Yearly renewal – Non-UK Resident with emailed pdf magazine
UK & International Branches
Reading and Forums
REOC Discussion Forums
Articles by Members
International Rally, Greece 2023 Picture Archive
Royal Enfield-related sporting reports
History
Winifred Wells
Winifred Wells (part 2)
Club History
Royal Enfield History
Royal Enfield Timeline
About Us
Contact Us
1963-1 Jan 2nd report
Posted
11 Mar 2019
by
sam
Views: 0